Bestimmung von Rauheitskennwerten
Für die Kontrolle der Oberflächenqualität von Werkstücken in Bezug auf deren Funktion ist in vielen Fällen eine Rauheitsmessung unabdingbar. Dies gilt insbesondere für technische Gleit- oder Sichtflächen. DIN 4760 legt Begriffe und ein Ordnungssystem zur Unterscheidung der verschiedenen Gestaltsabweichungen einer Oberfläche fest. Dabei verkörpern die Gestaltsabweichungen 3. bis 5. Ordnung (Rillen, Riefen, Schuppen, Gefüge) die Rauheit.
In unserem Feinmesslabor können Rauheitskennwerte an technischen Oberflächen bestimmt werden. Dies geschieht mit einem taktilen Verfahren (Tastschnittverfahren, DIN 4768/neu DIN EN ISO 4288), wobei eine Tastspitze aus Diamant mit konstanter Geschwindigkeit über die Oberfläche einer Probe (Werkstück) fährt. Mit dem zum Einsatz kommenden Messgerät DIAVITE DH-7 (Bachenbülach, Schweiz) kann eine Vielzahl von Messgrößen bestimmt werden:
- ISO/ DIN: Ra, Rz (DIN), Rmax, R3z, Rt, Rq (RMS), Rk, Rpk, Rvk, MR1, MR2, Rpc, Rmr
- JIS: Ra, Rz
- ISO 12085: R, AR, Rx
Durch die Kopplung des Messgerätes mit einem PC können die gewonnenen Ergebnisse mittels der Software DIASOFT graphisch aufbereitet und statistisch bewertet werden.
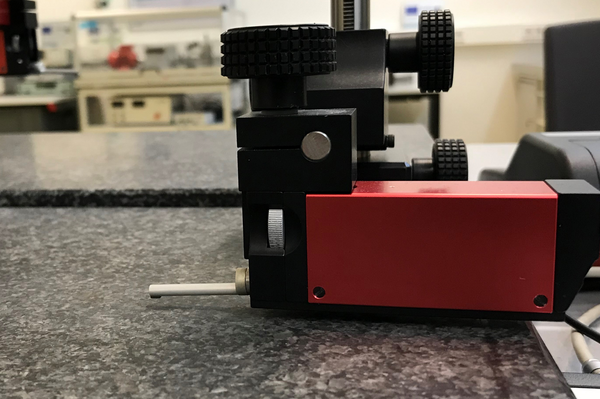
Hinsichtlich der Bauteilformen und –abmessungen gibt es nahezu keine Beschränkungen, da das Messgerät mit Tastkopf sowohl in einer feststehenden Anordnung (siehe Bild) als auch mobil betrieben werden kann.
Projekterfahrungen
Branchen: Maschinenbau, Energietechnik, Umwelt und Verkehr
Referenzen: Forschungsprojekte Industrielle Messtechnik
Kontakt

Prof. Dr.-Ing. Mathias Rudolph
Professur Industrielle Messtechnik
Institut
TPMB | Institut für Technologie und Produktion im Maschinenbau
Forschungsprofil
Smart Energy & Environment
Telefon: +49 (0)341 3076 4150
E-Mail: mathias(dot)rudolph(at)htwk-leipzig.de